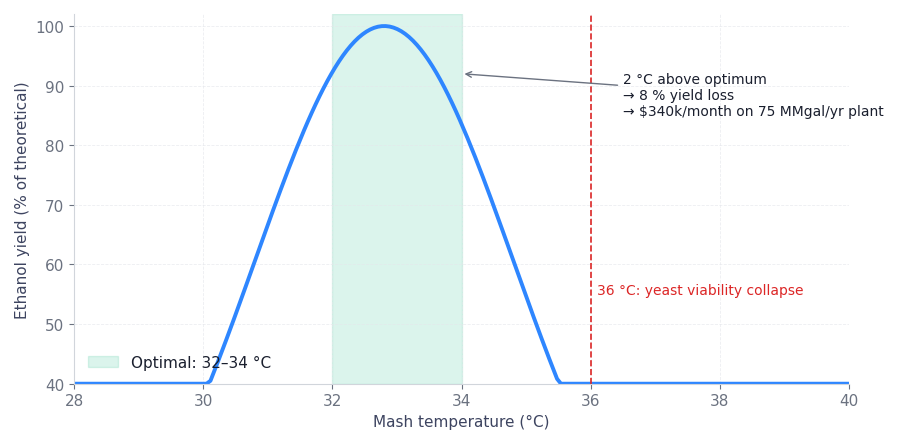
The window is 32–34 °C. Beyond it, yeast switches metabolism.
Saccharomyces cerevisiae — the primary fermenter for US corn ethanol — has a narrow operating window. Below 30 °C, fermentation runs slow and batch time extends, which hurts fermenter throughput. Between 32 and 34 °C, yield approaches theoretical maximum (~93 %). Above 34 °C, the yeast enters heat-stress metabolism: glycerol production rises at the expense of ethanol, and specific yield drops. Above 36 °C, cell viability collapses within hours.
The heat load during fermentation is substantial. Each mole of glucose consumed releases approximately 95 kcal. For a 750,000-gallon fermenter at 18 °Brix mash, that is roughly 4,500 kcal/m³ across the batch — about 65 kW of continuous heat removal required for a 48-hour fermentation. Cooling-jacket-only designs in older plants struggle under this load in summer. Plate-exchanger retrofit with PID-modulated coolant flow is the standard fix.
pH: 4.5–4.8 start, 4.1–4.3 end. Anything outside means trouble.
Fresh mash at the start of fermentation sits around pH 4.5–4.8 after sulfuric acid adjustment and cook-cool. During the batch, Saccharomyces metabolism produces succinic, malic, and pyruvic acids; the mash ends between pH 4.1 and 4.3 after a clean fermentation. If the endpoint pH is below 4.0, you have a contamination problem. Usually Lactobacillus.
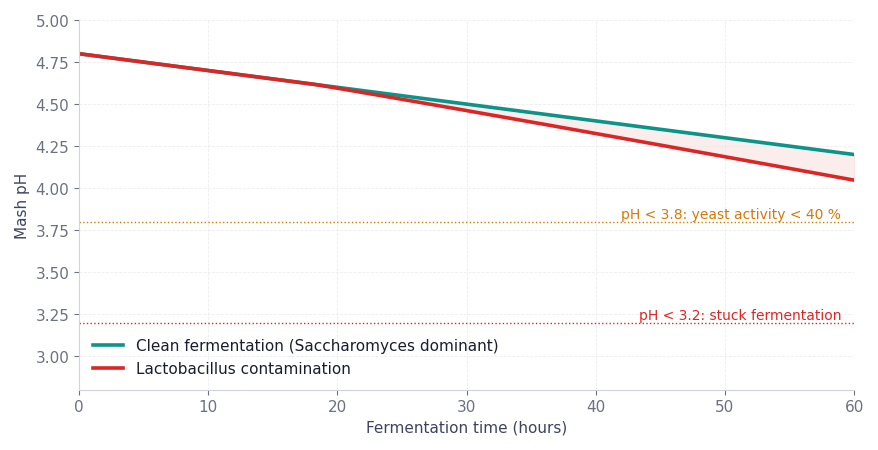
Lactobacillus in corn ethanol fermenters is the dominant spoilage organism. It enters with feedstock, with process water, or (most commonly) as a carryover from an imperfectly cleaned previous batch. Under ideal conditions for the yeast, Lactobacillus is out-competed. Under any stress — elevated temperature, low nitrogen availability, high Brix, or a slow start — Lactobacillus gets a foothold. Once it does, the lactic acid it produces drops pH faster than the organic-acid production from yeast, and by hour 30–40 the fermentation is either slow or stuck.
Why the measurement fails in a corn ethanol fermenter
Standard process pH probes struggle in corn ethanol fermenters for three distinct reasons:
- CO₂ micro-bubbles fatigue the glass bulb. Fermenters produce 1 mole of CO₂ per mole of ethanol; at peak, evolution rates reach 5 L CO₂/s per m³ of mash. Micro-bubbles that form and collapse on the bulb surface cause accelerated glass fatigue. Life in a fermenter is half of what the probe manufacturer's 'process water' spec implies.
- CIP is aggressive. Between-batch cleaning uses NaOH at 2–3 % concentration, 65–80 °C, 20–40 minutes. This protocol dissolves residual mash solids and denatures any biofilm or residual biomass. The probe body must handle repeat exposure. Polysulfone and PVDF degrade within 4–6 months; PEEK and PEI last 12–18 months.
- Junction fouls with yeast. A standard ceramic-pin junction plugs with yeast cells and trub in 10–15 days. The probe continues to read a number, but it is the pH inside an isolated pocket near the junction, not the mash in the fermenter. Calibration does not recover it — the junction must be cleaned or the probe replaced.
The measurement architecture that survives
| Component | Stock probe (2–4 weeks) | Fermenter-grade (6+ months) |
|---|---|---|
| Glass bulb | General-purpose (GP) | Low-impedance high-flow (HF), ethanol-compatible |
| Reference junction | Ceramic pin | PTFE annular with 0.3 mL/day KCl outflow |
| Body | Polysulfone | PEEK or PEI (Ultem®) — resistant to CIP caustic |
| ATC | NTC thermistor inside tip | Pt-1000 dual (tip + body) for gradient correction |
| Connector | Inline threaded | Hygienic tri-clamp 1.5" (or 3") for tool-less removal |
| Validation | None | Monthly slope check against fresh pH 4.01 and pH 7.00 NIST buffer, logged |
The dollar-per-reliable-day math on a 2 ppm contamination event — assuming one missed detection per month and 3 % yield loss on the affected batch — comes out to about $4,800 in lost ethanol value. A fermenter-grade probe with 6-month MTBF costs ~$1,200; a stock probe replaced every 3 weeks costs ~$900 per year in parts alone. The life-cycle economics strongly favour the specialty probe before you factor in the yield-recovery value.
Temperature: PID tuning for a 750,000-gal fermenter
For a typical US dry-grind corn ethanol fermenter (750,000 gal, ~2,840 m³) with plate-exchanger cooling and modulating control valve on coolant flow:
| Parameter | Starting value | Notes |
|---|---|---|
| Kp | 6–10 %/°C | Lower when fermenter is young (first 12 hours); higher in high-evolution phase |
| Ti | 5–8 min | Integral action — account for thermal lag of jacket + product |
| Td | 0–2 min | Derivative typically disabled on batch fermenters to avoid noise amplification |
| Deadband | ±0.5 °C | Narrower causes valve hunt; wider loses yield |
| Scan rate | 30 s | Faster is unnecessary; thermal dynamics are minute-scale |
Field experience: the single biggest improvement in control quality on plants we support is replacement of old thermocouple probes (typically Type K with 1–2 °C accumulated drift) with integrated Pt-1000 sensors in a hygienic tri-clamp thermowell. The cost is under $400 per fermenter; the accuracy gain is real and persistent.
Summary
- Optimal fermentation temperature is 32–34 °C. 2 °C above optimum costs 8 % yield — approximately $340k/month on a 75 MMgal/year plant.
- Optimal pH endpoint is 4.1–4.3. Below 4.0 mid-batch signals Lactobacillus contamination; take action before hour 24.
- Standard pH probes fail in 2–4 weeks in fermenters. PEEK/PEI body + PTFE annular junction + Pt-1000 dual ATC + tri-clamp connection = 6+ months.
- Temperature control: plate exchanger + PID-modulated coolant. Pt-1000 in tri-clamp thermowell beats old Type K thermocouples by a visible margin.
- The cost of the right instrumentation is recovered within one month of operation on any plant that is losing yield to temperature or microbial drift.